
Die:
"Neue ATM Montierung"
Ein Baubericht von Wolfgang Vollhardt zum Selbstbau einer Deutschen
paralaktischen Teleskopmontierung mit spielfreien Reibradantrieben.
Auch vorgestellt im Astrotreff auf bisher 9 Foren Seiten mit bisher rund 51 000 Userklicks:
"Im Teleskop - Selbstbau Technikforum".
www.astrotreff.de/topic.asp?ARCHIVE=true&TOPIC_ID=145164&whichpage=1




Sternwarten und Kuppelsteuerung (Remote fähig über Internet)
Um professionell Astrofotografie zu betreiben, also mit einer Kamera und einem Teleskop als (Teleobjektiv) lang belichtete Aufnahmen machen zu können und planetarische Nebel, Sternhaufen, Galaxien etc. exakt nachzuführen, ist es notwendig das Teleskop samt angebrachter Kamera der Erdrotation zu egalisieren. Was ganz einfach bedeutet das Teleskop so zu montieren mit einer Montierung um die Erdrotation ausser betracht zu ziehen.
Da der Kauf einer solchen Montierung aus Kostengründen nicht in Frage kam für mich, beschloss ich im Mai 2011 mir eine deutsche paralaktische Montierung Stück für Stück selbst zu konstruieren und zu Bauen. Eine Drehbank und eine Fräsmaschine sowie andere Maschinen standen mir dazu glücklicherweise zur Verfügung. Auch eine eigene kleine gut ausgerüsteten Werkstatt Zuhause, was den Weg zu diesem Projekt ebnete. Es ging los mit Ideensuche im Internet und in Büchern wie zbs. von Anton Stauss, auch etliche Sternwarten besuchte ich um mir eine Vorstellung zu machen was die Dimensionierung angeht und was ich mir für meine Bedürfnisse vorstellte. Anfänglich plante ich eine Langachsige deutsche Montierung mit 50mm starken Edelstahl Vollwellen. Allerdings stellte sich bei mir während der Anfangsphase des Baues ein unzufriedenes Gefühl ein, da der Bauaufwand für mich schon so groß wurde für die zuerst relativ klein geplante Montierung, so daß ich beschloss, die gesamte Planung neu zu überdenken und etwas zu bauen das sich auch wirklich rentiert. Wenn ich schon soviel Arbeit investiere. Relativ viel Arbeit machte somit auch der Fuß der Montierung, dem Polblock, der viel robuster nach seinem Bau in Erscheinung trat als erwartet. Bei diesem war mir vor allem auch wichtig eine problemlose Einstellung der Polhöhe und der Nord - Süd Ausrichtung zu ermöglichen.
Der Grundstock für die Montierung ist ein Edelstahlring mit 8 Bohrungen welcher später als Abschluss in die Montierungssäule in der Sternwarte einbetoniert wurde.
Ich benutzte dazu einen Überwurfring einer industrieellen Rohrflansch Verbindung.

- Abb.: Der Säulenring zur Aufnahme der Gewindestangen.


- Abb.: Der Nord - Süd ausgerichtete Säulenring mit montierten Gewindestangen und mittigem Kabelkanal kurz vor dem Betonieren.

- Abb.: Die betonierte Montierungssäule mit innenliegendem Kabelkanal für spätere Elektrik.
Der Bau des Polblockes:

- Abb.: Die gefertigten Einzelteile zur Aufnahme der Gewindestangen.

- Abb.: Gewindeschneiden für die spätere Klemmung der Verbindungselemente.

- Abb.: Die fertigen Verbingungselemente. Im Vordergrung der fertige Standbolzen der Nord - Süd Verstellung.

- Abb.: Die fertige Grundplatte mit montierten Aufnahmen der Gewindestangen. Ansicht von unten.

- Abb.: Die eigentliche Polblock Grundplatte. Diese liegt vollflächig auf der Edelstahlgrundplatte auf und ist mittig mit einem 10mm Passtift drehgelagert.

- Abb.: Der Rohbau der Halterung der Seitenwangen und der Nord - Süd Verstellung.

- Abb.: Der soweit fertige Polblock.


- Abb.: Der fertiggestellte Standbolzen der Nord - Süd Verstellung
Als nächstes stand die Fertigung der Seitenwangen an, zur Aufnahme des Stundengehäuses. Aber wie soll man da anfangen? Da ich ein praktisch veranlagter Selbstbauer bin und ich nicht mit einem PC Konstruktionsprogramm arbeite, musste ich mir ein Modell machen um die Dimensionen sehen zu können.
Ausserdem muss die Aufnahme des Stundengehäuses so konstruiert werden das somit später das gesamte Achsenkreuz vom Schwerpunkt her optimal plaziert ist.
Die Achsmitte des Teleskopflansches muss mit der Mitte des Polblockes fluchten.
Desweiteren muss sichergestellt sein das später die freie Drehbewegung mit allen Anbauteilen (Reibradantrieben) gewährleistet ist.
Deshalb bastelte ich aus Pappe ein einfaches Modell um danach weiter konstruieren zu können.
Das Ergebnis ist folgend zu sehen.


- Abb.: Das Pappmodell, einfach aber effektiv.

- Abb.: Die grob ausgeschnittenen Seitenwangen.

- Abb.: Die auf Endmaß gefrästen Seitenwangen mit der eingebrachten Verschraubung.

- Abb.: Der fertige Polblock mit fertiggestellten Seitenwangen zur Aufnahme des Achsenkreuzes.
Als nächstes machte ich mir während dem Bau des Polblockes und den Seitenwangen schon Gedanken über eine neue Achsdimensionierung. Da ich wie schon erwähnt, die bisherigen Pläne neu gliederte und neue größere Dimensionen anstrebte. Ich plante somit relativ kurze dicke Achsen mit 90mm Durchmesser, die jeweils mit zwei Kegelrollenlagern der Qualität P5 in O Anordnung vorgespannt werden sollen. Was mich aber von Anfang an störte, war die Gewissheit das ich die Vorspannungskraft der Kegelrollenlager wie üblich, bei solchen Konstruktionen auf das Aluminiumgehäuse ableiten müsste. Da Aluminium allerdings einen relativ hohen Temperatur - Ausdehnungskoeffizienten hat, war zu erwarten das sich dies stark negativ auf die Lagervorspannung auswirken könnte, zwischen den Sommer und den Wintertemperaturen. Dies würde gegebenfalls ein merkliches Lagerspiel zur Folge haben oder aber eine erhöhte Schwergängigkeit des Achslaufes. Weiterhin plante ich aber auch die schon vorhandenen 50mm Edelstahl Vollwellen als reine Antriebsachsen mit ein. Das Resultat nach etlichen Maschinenstunden, Bohr und Gewindeschneidarbeiten ist auf den folgenden Bildern zu sehen.:

- Abb.: Die Achsen wurden mit komplett montierten Flanschen in einem Aufspannvorgang auf Schlichtmaß gedreht. Dadurch wurde eine hohe rundlauf Präzision erreicht.

- Abb.: Eine der 90mm Achsen mit Verstiftung und dem dazugehörigen Flansch.

- Abb.: Beide Achsen mit Flansch nach dem Schlichten, mit aufgezogenen Kegelrollenlagern.
Was das Problem mit der Lagervorspannungsableitung anging, so kam ich auf folgende Idee:
Nach längerer Überlegung kam mir die Idee von seperat vorgespannten Achseinheiten, die fertig vorgespannt in die Aluminiumgehäuse nur auf einer Seite fest verschraubt werden. Ich erlaube mir hiermit ein Auszug einzufügen, der auch so im Astrotreff - Selbstbau Technikforum im Thread "Neue ATM Montierung" nachzulesen ist.:
Bei der Konstruktion der Achseinheiten war mir folgendes am wichtigsten, nämlich durch einen durchdachten Aufbau die Ausdehnungkoeffiziens der Alugehäuse von den Achseinheiten voll und ganz zu entkoppeln und so außer Acht zu lassen, deshalb auch die großen Stützhülsen.
Einzig die vorderen Lagersitze mit den darin befindlichen Lagerungen sind mit dem Gehäuse stirnseitig verschraubt und verstiftet.
Jetzt der Clou dabei:
Die hinteren Lagersitze haben in ihrem Sitz im Alugehäuse rundherum
1.00 mm Spielluft an allen vier Seiten zum Alugehäuse.
Diese hinteren Lagersitze sind jeweils mit 8 M 12 Madenschrauben mit Messingdruckstifte die sich im Gehäuse befinden handfest von allen vier Seiten "handwarm" geklemmt, einmalig eingestellt und anschl. mit Schraubenlack gesichert. Die Klemmflächen an den Lagersitzen auf die die Druckbolzen der Madenschrauben drücken haben eingelassene Messingdruckplättchen, so daß Messing auf Messing wirkt.
So kann das Gehäuse in Unabhängigkeit von den Achseinheiten bei Temperaturveränderungen arbeiten und genauso die Achseinheiten nach hinten heraus ebenfalls, unabhängig von dem Aluminiumgehäuse.
Deshalb sind keine Lagervorspannungsveränderungen bei unterschiedlichen Temperaturen zu erwarten.
Dies hat auch der Test bestätigt als ich beide Gehäuse mit den verbauten Achseinheiten eine Nacht in der Tiefkühltruhe hatte bei ca. minus 18 Grad.
Auch danach ließen sich die gefrosteten Achsen butterweich per Hand drehen, so wie am Vortag als die Gehäusetemperatur noch bei ca. 20 Grad lag.
Wichtig zu erwähnen ist auch das alle Einzelteile der Achsen in Verbindung mit den Flanschen gezapft sind also nicht einfach flächig aneinandergeschraubt.
Die Flansche sind jeweils zusätzlich mit vier 6mm Passtiften mit der
Achse verstiftet und der Flansch ist 9mm in der Achse gezapft als
Übergangspassung J7/h6 - H7/j6.
Die hinteren Lageraufnahmen stecken 12mm in den
dicken Achsen und gehen wie man sagt geradeso "saugend" zu stecken
ebenfalls als Übergangspassung J7/h6 (Welle für Lager) und H7/j6 Aufnahme für "Welle für Lager".

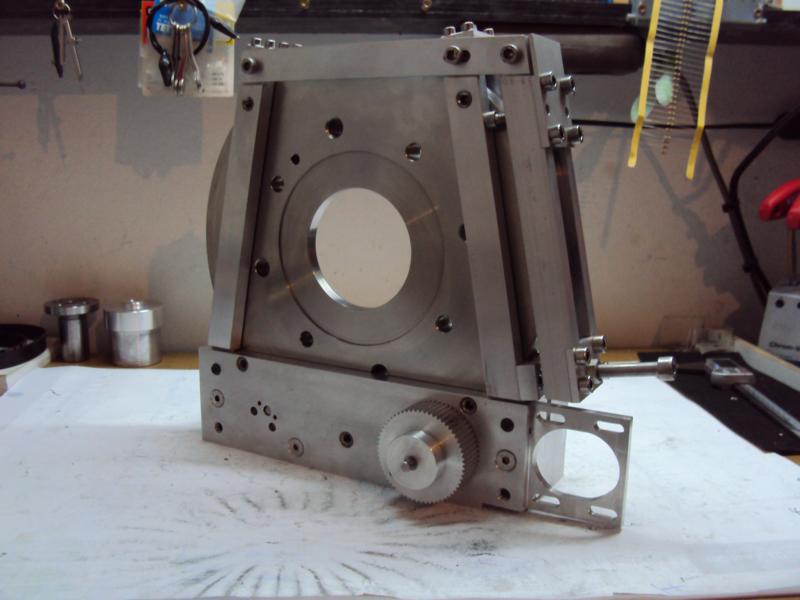
- Abb.: Eine der Achseinheiten vor dem Zusammenbau in der Explosion.

- Abb.: Zusammengesetzte Achseinheit. Hier an dem hinteren Flansch sind noch keine Bohrungen für die Verschraubung vorhanden, dies war der folgende Arbeitsschritt.
Desweiteren ist eine zusätzliche Lagerung per Axialnadellager 140mm x 180mm x 7mm direkt unter den Achsflanschen von mir verbaut worden. Hier kamen zunächst auch im Technik - Forum die Fragen auf, wie das mit der Vorspannung bzw. dem damit verbundenen Zusammenspiel der beiden Lagerungen ( Kegelrollenlager & Axialnadellager ) funktionieren soll. Da dieses System beim ersten Eindruck überbestimmt zu sein scheint. Folgende Erklärung erlaube ich mir dazu ebenfalls dem Thread "Neue ATM Montierung" des Astrotreffs zu entnehmen und einzufügen.:

- Abb.: Die vordere Lagerung.

- Abb.: Innenansicht mit der Stützhülsenkonstruktion zur Aufnahme der Lagervorspannungskraft.
Auszug des Forum - Beitrages:
Kegelrollenlager in O Anordnung wurden als Hauptlagerung verbaut, diese nehmen somit die Hauptkraft auf.
Diese sind vorgespannt mit 0.170 mm +/- 0.010 mm.
Die Vorspannung wurde ermittelt ohne das die Axialnadellager verbaut waren.
Die hinteren Flansche an denen die hinteren Lager anliegen weisen eine eingedrehte Vertiefung auf, sowie die hinteren Achsstummel schauen etwas aus den Lagern heraus wobei jedoch die Vertiefung in den Flanschen um 0.170 mm +/- 0.010 mm tiefer ist als das Maß das die aus dem Lager herausschauenden Achsstummel aufweisen.
Die Vorspannung geschieht dann einfach durch das Fest bzw. Zusammenschrauben der hinteren Flansche mit 8 M 8 Inbusschrauben in der Achse.
Es bestünde hier die Möglichkeit die Vorspannung noch per Passscheiben zu erhöhen durch Unterlage dieser, wobei meinem Gefühl nach dies nicht notwendig wird.
Die Axialnadellager laufen lediglich mit, und nehmen nur eine Vorspannkraft von 0,030 mm +/- 0.010mm auf.
Die Ermittlung dieses Vorspannungsmaßes der Axialnadellager habe ich mit kurzen Streifen Fühlerlehrenband vorgenommen verteilt rundherum unter der unteren Axiallagerscheibe im Lagersitz.
Vor dieser Maß Ermittlungsprozedur liefen die Axialnadellager nicht mit, da ich die Lagersitze der Axialnadellager mit ein paar Hundertstel Untermaß gedreht habe in der Tiefe.
Ich kontrollierte dann im zusammengeschraubten Zustand der Lagerung per Auge, Taschenlampe und per Reißnadel durch die M 8 Gewindelöcher der Flansche wann die Axiallagerscheiben Kontakt mit dem Gehäuse erreichten bzw. wann ich sie durch die M 8 Gewindelöcher noch gerade so verdrehen konnte mit der Reißnadel,
und wann sie fest waren durch den erreichten Anpressdruck.
Alles schrittweise ermittelt mit aufeinandergelegtem Fühlerlehrenband rundherum verteilt.
Ich machte zur besseren Beobachtung Eddingstriche auf die Rückseite der Axiallagerscheiben die ich dann durch die M 8 Löcher der Flansche kommen und gehen sah beim drehen per Reißnadel der Axiallagerscheiben.
Die erreichte Stärke die ich dann ermittelt hatte bei gerade so gutem Kontakt von Axiallagerscheibe zum Gehäuse bzw. Flansch notierte ich mir und addierte ca. 0.030 mm mit dem Hang zu +/ 0.010 mm dazu.
Diese Prozedur machte ich bei beiden Achseinheiten. Ich besorgte mir dann Edelstahlfeinblech von einer Firma die Fühlerlehrenbänder etc. herstellt genau in dem ermittelten Maß das ich wollte und ließ mir dann jeweils für jede Lagerung eine Passscheibe für unter die Axiallagerscheiben lasern.
Somit liegt die Hauptkraftaufnahme bei den Kegelrollenlagern, die Axialnadellager dienen lediglich zur minimalen Kraftaufnahme im äußeren Radiusbereich der Flansche.
Es läuft butterweich, ich bin sehr zuversichtlich einen guten Abgleich gefunden zu haben beider Lagerarten zueinander, um eine Überbestimmung der Lagerung die in Verdacht gezogen wurde zu verhindern.
Noch was weiteres ist dazu zufügen:
Die Ermittlung wurde bei ca. 20 bis 21 Grad Zimmertemperatur vorgenommen.
Beide Achseinheiten verbrachten nach Zusammenbau auch schon eine Nacht in der Tiefkühltruhe bei ca. - 18 Grad. Sie liefen auch danach noch Butterweich, allerdings noch ohne Fett sondern nur geölt.
Der positive Effekt der Ableitung der Vorspannkraft auf die Edelstahlhülsen mit dem gleichen Ausdehnungskoeffizienten wie die Edelstahlachsen, Flansche etc. hat sich also bewahrheitet.
Ich denke mal bei Aluminium hätte das anders ausgesehen.
Die Reibradantriebe
"Reibrad Duotrieb" 2x6/250
konstruiert und gebaut von Wolfgang Vollhardt.
Die meistverbauten Antriebe bei Teleskopmontierungen bestehen aus Schneckenrädern und Schneckenwellen. Diese sind in der Anschaffung sehr kostspielig und bringen ausserdem einige Nachteile mit sich wie Zahnflankenspiel, periodischer Schneckenfehler und - oder Ausrichtungsprobleme von Schneckenwelle zum Schneckenrad in Verbindung mit Temperatureinwirkungen von Sommer zu Winter und entgegengesetzt. Schon vor einiger Zeit kam mir die Idee in den Sinn einen Spielfreien Reibradantrieb zu konstruieren, da die Baukosten für einen Selbstbauer übersichtlich bleiben bei solch einem Antrieb und eine viel höhere Antriebsgenauigkeit zu erwarten ist sofern die Antriebskomponenten zueinander spielfrei ausgeführt werden. Ich beschloss also einen Reibradantrieb zu Bauen, der relativ simpel ist aber dennoch zuverlässig und solide funktioniert. Meine Idee die ich dann umsetzte war diese wie folgend zu sehen ist, eine erste Zeichnung im Maßstab 1:1 frei aus dem Kopf heraus um einen ersten Eindruck der Dimensionierung zu bekommen. Als Antrieb sah ich zwei Antriebswellen vor um eine zuverlässigere Kraftübertragung zu erreichen als wie nur mit einer einzigen Antriebswelle.
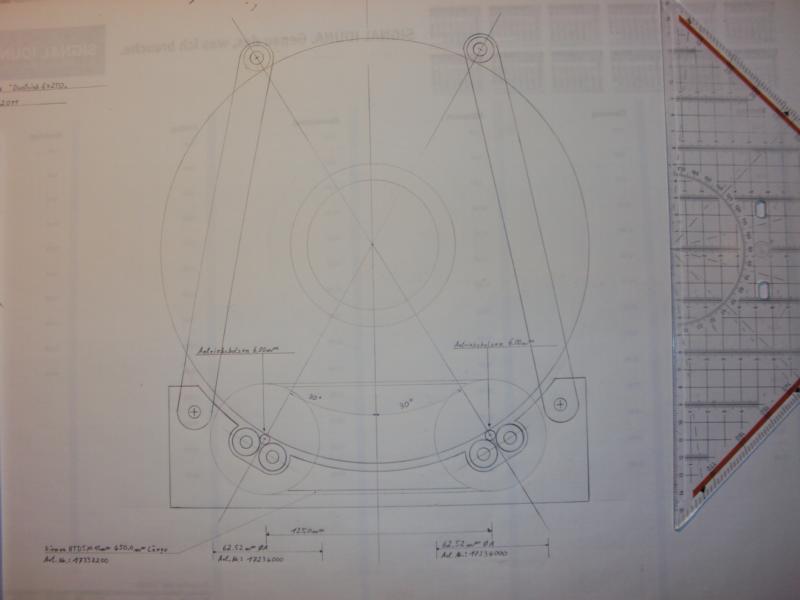
- Abb.: Erste Skizze des Antriebsschemas. Frei - Kopf.

- Abb.: Die Fertigung der Antriebs - Innenteile. Hier im Rohzustand zu sehen.

- Abb.: Eines der fertig gefrästen Antriebs - Innenteile in der Fertigstellung.

- Abb.: Die Teile einer Antriebseinheit, Innenteil oben, und die Seitenteile. Unteres Seitenteil mit Motorenaufnahme.
Die Reibräder sind aus Edelstahlvollmaterial mit einer Dicke von 17,00 mm und haben einen Aussendurchmesser von 250,80mm, diese sind aufgepresst durch einen Spannmechanismus auf zwei Edelstahl 6h6 - 6mm Antriebswellen die induktiv gehärtet und geschliffen sind und folgende Materialeigenschaft aufweisen: X46Cr13. Wie im folgenden Bild zu sehen werden diese Antriebswellen zusätzlich mit jeweils 6 Edelstahlkugellagern unterstützt sowie selbst noch einmal mit jeweils zwei Kugellager im Gehäuse gelagert.

- Abb.: Blick von oben in die erste zusammengebaute Antriebseinheit.

- Abb.: Die Antriebseinheiten. Verbunden sind beide 6mm Antriebswellen im spielfreien HTD Zahnriementrieb 1:1 und SECM4 Schrittmotor mit 40 :1 Planetengetriebe, der gesamte Antriebsstrang hier sehr schön zu sehen oberes und unteres Bild.

- Abb.: Antriebseinheit: hier mit verbautem SECM4 Schrittmotor und Gegenlager des Zahnriemenrades zu sehen, ebenfalls ein Spielfreier HTD Riementrieb mit 15mm Riemenbreite.
- Abb.: Eines der Reibradantriebe im ersten Test - Zusammenbau. Hier ist auch die Spannvorrichtung zu sehen. Ansicht: Achsflansch Seite.

- Abb.: Beide fast fertig gestellten Reibradantriebe.

- Abb.: Ansicht von oben.
Die Spannvorrichtung:
Die von mir konstruierte Spannvorrichtung legt sich quasi wie eine (Kette) um das Reibrad.
Somit sind alle vier Punkte gleich belastet.
Auch das Gehäuse mit den darin befindlichen Antriebswellen ist quasi ein Kettenglied sowie die Streben an der Seite und oben.
Von vorne gesehen auf den Bildern ist links neben der Spannstrebe der Spannarm zu sehen der unten mit einer im Moment noch provisorischen langen Inbussschraube gespannt wird.
Der Hebelpunkt ist am Spannarm oben zu sehen.

- Abb.: Funktionsweise des Spannmechanismus.
Ich erreiche somit, mit relativ wenig Vorspannung des Spannarmes eine gleichmässig verteilte aber dennoch hohe Anpresskraft auf alle vier Kontaktpunkte. Der Anpressdruck wird von insgesamt 18 Lagern aufgenommen welche 12 davon die Antriebswellen unterstützen, und gleichzeitig die beiden Antriebswellen selbst nochmal mit vier Lagern gelagert sind und 6 Lager oben jeweils 3 links und 3 rechts die restlichen Spannkräfte aufnehmen.
Ein weiterer Vorteil davon ist auch das durch die Verteilung der Kräfte, auf vier Punkte über die ganze addierte Fläche der Lager, die Lauffläche des Reibrades geschont wird und vor allem die Antriebskraft durch die zwei gleichzeitig antreibenden Antriebswellen, geteilt wird und ein Durchrutschen bei den geforderten Antriebsdrehmomenten bedingt durch die Massenträgheit verhindert wird. Dies würde die Lauffläche ja ansonsten ruinieren .
Hier einer der fertig verbauten Reibradantriebe der Stundenachse sowie das Handrad der Rutschkupplung mit dem man die Federrate auf die Druckscheibe mit der dahinterliegenden Teflonscheibe erhöhen kann. Am Antrieb der Deklinationsachse ist der gleiche Aufbau vorhanden. Somit ist ein Verstellen des Teleskopes nach leichtem lösen der Rutschkupplungen auch per Hand an beiden Achsen möglich.

- Abb.: Ansicht des Reibradantriebes der Stundenachse mit Bipolarem Schrittmotor und 40:1Planetengetriebe. Im Vordergrund: Handrad zur stufenlose Einstellung der Rutschkupplung.
Um bei Verstellung des Teleskopes also der Achsen per Hand, zu verhindern das die Antriebssteuerung bzw. die Software die aktuelle Position - Koordinaten des Teleskopes verliert, wurden optische Winkelencoder von mir verbaut, die immer jede Drehbewegung beider Achsen aufnehmen, und somit ein Beibehalten der aktuellen Koordinaten ermöglicht. Diese sitzen oben auf den Gehäusen auf und nehmen wie man sehen kann die Drehbewegung federbelastet per Reibrad direkt an den 50mm Edelstahl Antriebswellen im Gehäuseinnern ab.
Die Winkelencoder sind verbunden mit der FS2 Steuerung.

- Abb.: Die Beiden Winkelencodereinheiten.
Meine selbstgebaute Reibradmontierung wird mit der Fernrohrsteuerung FS2 von Dipl.Ing. Michael Koch betrieben.
Diese Steuerung ist in der 30 V Ausführung und erhält ihre Spannung von einem stabilisiertem Labornetzgerät. Desweitern verfügt die Steuerung über einen Autoguideranschluss die das automatische Guiden über beide Achsen der Montierung ermöglicht.
Als Autoguider verwendete zuerst ich den Lacerta MGEN2. Aktuell benutze ich aber PHD2 V 2.6.11 und werde dabei bleiben.

- Abb.: von L n. R : Pc mit dem Programm "The Sky" V 5 , Steuerung FS2 von M.Koch. Stromversorgung (Labornetzgerät), Selbstbau Reibradmontierung mit Handsteuerungsbox der FS2.
- Aktuell benutze ich das Programm "Stellarium V 23.3"
Die Montierungsdaten:
Deutsche paralaktische Selbstbaumontierung mit Reibradantriebe.
Konstruiert und gebaut von Wolfgang Vollhardt.
Gewicht der Montierung:
- Gewicht Achsenkreuz mit Antriebe: 126 Kg
- Gewicht Polblock m. Verstellung: 42 Kg
- Gesamtgewicht: 168 Kg
Hauptachsendurchmesser:
- (Hohlwellen) 90mm
- Antriebsachsendurchmesser: (Vollwellen) 50mm
- Flanschdurchmesser beider Achsen: 220mm
Lagerung:
Vorgespannte Kegelrollenlager der Qualität P5
- Vordere Lager: 90mm x 140mm x 39mm
- Hintere Lager: 75mm x 115mm x 25mm
- Zusätzliche Axialnadellagerung 140mm x 180mm x 7mm in den Flanschen mit seperat eingemessener Lagervorspannung.
- Lagerschmierung: Klüber CENTOPLEX CX 4/375 AU lithiumverseiftes Spezialschmierfett.
Besonderheit:
Achseinheiten vorgespannt montiert, in Unabhängigkeit der Aluminiumgehäuse
durch eigene tragende Stützhülsenkonstuktion.
Hintere Lagerung schwimmend geklemmt in den Gehäusen durch jeweils
8 M12 Madenschrauben mit Messingdruckbolzen in den Gehäusen zu den hinteren Lagersitzen.
Reibradantriebe:
Schwimmend gespannte Reibradantriebe.
Reibradkonstruktion mit Edelstahlreibräder (Vollmaterial)
- Reibraddurchmesser beider Antriebe 250.80 mm
- Reibradstärke 17.00 mm
Antriebswellen:
- 2 x 6mm Wellen X46Cr13-Durchm.6h6 induktiv gehärtet und präzisionsgeschliffen.
Beide 6h6 Antriebswellen sind synchron laufend (im Duotrieb) 1:1
verbunden mit HTD Zahnriementrieb. 40mm Zahnriemenräder
und Riemenbreite 9mm.
Die Antriebsmotoren:
- Antriebsmotoren: Bipolare SECM 4 Schrittmotoren mit zweistufigem Planetengetriebe 40:1 mit HTD Zahnriemenantriebsrad 24.10mm in Verbindung zur 1. 6h6 Antriebswelle mit HTD Zahnriemenrad mit 56.60mm. Zahnriemenbreite hier ist 15mm
- Enduntersetzung von Schrittmotorwelle zu Reibrad = 3860 : 1
Besonderheit der Antriebsanflanschung an die Antriebswellen ist, das der gesamte Reibradantrieb beider Achsen ebenfalls linear schwimmend gelagert an den Ankerplatten geklemmt ist, durch die Verdrehklemmung mit jeweils 5 M 12 Madenschrauben mit gefederten Messingdruckbolzen und gegenüberliegenden Messingdruckplatten.
Dadurch entstehen keine radialen und linearen Verspannungen der Antriebsachsen, was sonst ein Weiterleiten einer Verspannung an die Hauptlagerung zur Folge hätte.
Rutschkupplungen:
- Jeweils durch eine Schraubenfeder 42.40 mm A Durchm. Drahtstärke 4.46mm.
Diese wirkt stufenlos verstellbar durch die Handradverstellung mit Messinggewindehülse auf Edelstahlwelle mit M 33x 1.5 Stg. mit dazwischenliegendem Axialkugellager. Zwischen Gewindebuchse und Feder auf eine Druckscheibe mit dahinterliegender 1mm Teflonscheibe, eine weitere Teflonscheibe befindet sich zwischen Reibrad und Antriebsflansch.
Hierdurch wird einfach das Reibrad beider Seiten her federbelastet mit den Teflonscheiben geklemmt.
Die Steuerung:
- FS2 von Dipl.Ing. M.Koch. Ausführung 30 V mit Autoguiderschnittstelle.
- In der Montierung verbaute Winkelencoder je Achse: Mit 2500 Linien pro Umdrehung Auflösung 10000. Abtastung erfolgt über federbelastete Reibräder.
PC Programme:
- Stellarium V 23.3
- Autoguider: PHD2 V2.6.11
- Sequencer und sonstige Multisteuerung: N.I.N.A. V2.3 HF1
- ASCOM Standards. Plattform 6.6SP2